
It’s uncomfortable to think about, but the thin, shiny surface layer of your hydraulic cylinder rod is all that stands between you and failure. This very hard, perfectly finished surface must conform to very precise specifications to preserve the integrity of the hydraulic seal and give it a frictionless surface upon which it can run smoothly.
Industrial hard chrome plating is very different from the decorative chrome you’d find on the Harley tailpipe that wakes up your neighbourhood from time to time. (Decorative chrome isn’t actually real chrome, but we won’t get into that here). The biggest difference is hardness. For cylinder rods, leading hydraulic seal manufacturer Hallite recommends chrome hardness of at least 67 Rockwell C (900 HV/10). However, there are other factors that go into the hard chrome plating process to ensure it is suitable for the proper operation and performance of your hydraulic cylinder.
In this article, we’ll take you through the step-by-step hard chrome plating process to give you a better understanding of this critical part of every hydraulic cylinder repair.

THE STEP-BY-STEP HARD-CHROME PLATING PROCESS
Step 1: Inspection

In the initial inspection, the rod is assessed to evaluate its condition ahead of the chroming process. Here the inspector will note any evidence of corrosion, pitting, marring, damage, cracking or flaking of the material. Presence of these phenomena will be taken into account and may influence the decisions taken at various steps along the re-chroming process.
Step 2: Grinding & Stripping

Before new chrome can be applied, the old material must be removed. However, this must be done in such a way to preserve the steel underneath and without reducing the diameter of the rod itself. Doing so would result in a rod that exceeds cylinder tolerances. There are two methods for removing this material. These are: grinding and stripping.
Electrolytic Stripping:
During stripping, the rod is placed in a reverse-electrolysis tank. This process is essentially the opposite of electrolytic plating. Whereas chrome plating applies a positive current to a chrome solution - which adheres chrome molecules to the surface of the steel, reverse electrolysis does the opposite. A negative current is applied to the solution and chrome molecules separate from the surface - thereby stripping the old chrome away.
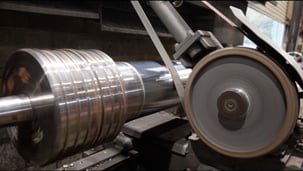
Stone Grinding:
The other method to remove old chrome is through grinding with large stone grinding wheels.  The rod is centered on a large lathe-like grinding machine. The rod is rotated at a constant rate and brought into contact with the spinning stone grinding wheel. The friction wears away the old material much like sanding varnish from a piece of wood (except with more sparks). This technique requires a high level of skill and experience from the operator who must instinctively gauge how much pressure to apply to remove the layer of chrome without damaging the steel underneath. Experienced operators have such good feel for it, that they can determine the progress of removal simply by placing one fingertip against the spinning cylinder rod.
The rod is centered on a large lathe-like grinding machine. The rod is rotated at a constant rate and brought into contact with the spinning stone grinding wheel. The friction wears away the old material much like sanding varnish from a piece of wood (except with more sparks). This technique requires a high level of skill and experience from the operator who must instinctively gauge how much pressure to apply to remove the layer of chrome without damaging the steel underneath. Experienced operators have such good feel for it, that they can determine the progress of removal simply by placing one fingertip against the spinning cylinder rod.
Step 3: Cleaning & Masking
 Once the old chrome material has been removed, it is time to prepare the cylinder rod to be placed in the bath of chromium solution. Before this can happen, the rod must be thoroughly cleaned and any debris or contaminants must be removed. Failing to do this could result in undesirable anomalies during the plating process such as pitting and pinholes or flaking and peeling of the chrome during the life of the cylinder. At this stage, the rod is cleaned and the ends are masked to ensure a neat and professional final product.
Once the old chrome material has been removed, it is time to prepare the cylinder rod to be placed in the bath of chromium solution. Before this can happen, the rod must be thoroughly cleaned and any debris or contaminants must be removed. Failing to do this could result in undesirable anomalies during the plating process such as pitting and pinholes or flaking and peeling of the chrome during the life of the cylinder. At this stage, the rod is cleaned and the ends are masked to ensure a neat and professional final product.
Step 4: Plating
This is the part that most of us are familiar with. The process of electrolytic plating is a well-known one. It is used in everything from plating jewellery with gold to applying reflective metal plating to satellites and spacecraft. In this process, objects to be plated are placed in a bath containing a solution of dissolved metal molecules (in our case this metal is a special Chromium formulation). Electrodes are attached to the object to be plated and a positive current is applied to the solution. As the current runs through the solution and out through the electrodes, it causes the dissolved metal particles in the solution to be attracted to and adhere to the metal surface of the metal.

In the case of hard chrome, these principles are the same. The rods are placed in this electrolytic soup for a specific length of time in order to build up the required layer of fresh new chrome. This stage is more technical though due to the demands of the hardness, and the quality of the surface finish required. Precisely the right amount of current must be delivered at a steady rate whilst bath chemistry and temperature are maintained for the duration of the plating process. Any mistakes or interruptions in power or temperature at this stage will result in a bad chroming job, which will cause the cylinder to fail very soon after repair.

Step 5: Surface Finishing
With a fresh new layer of chrome applied, it’s time for the rods to be finished. This takes place in two stages in which the chrome coating is reduced to the exact, required thickness and then polished to achieve the perfect surface finish. These stages are post-grinding and linishing.
Post-grinding


The same stone grinding technique is used to initially reduce the surface thickness to get it closer to the required specification. This post-grind is an even more delicate procedure though since the surface finish is measured in fractions of millimetres and any mistake here will ruin a fresh plating job.
Linishing


Linishing is the process of meticulously sanding the cylinder rod surface to the required thickness and surface finish using purpose-made belt sanding machines. The rod is centered on a large lathe-like linishing machine, which spins the rod at a constant rate while differing grades of linishing belts are used to finely sand the chrome surface to the perfect thickness and consistency. This step is very important to the eventual performance of the cylinder. Not only is it necessary to ensure a constant surface thickness, but the surface texture and roughness is also very important to consider.
If the surface roughness is too high, then external contaminants increases and / or unacceptable leakage can occur.  Reducing the life of the cylinder. However, an optimal degree of roughness is required to facilitate the fluid dynamics of the hydraulic seal. The microscopic striations fill with fluid during operation to provide a silky smooth layer of oil upon which the seal may run. This reduces the friction and abrasive forces and dramatically improves the performance and lifespan of the cylinder. Hallite recommends a surface finish range of 0.1 - 0.3 mm, although they note that the optimal surface finish may depend on the seal material.
Reducing the life of the cylinder. However, an optimal degree of roughness is required to facilitate the fluid dynamics of the hydraulic seal. The microscopic striations fill with fluid during operation to provide a silky smooth layer of oil upon which the seal may run. This reduces the friction and abrasive forces and dramatically improves the performance and lifespan of the cylinder. Hallite recommends a surface finish range of 0.1 - 0.3 mm, although they note that the optimal surface finish may depend on the seal material.
Berendsen has two such linishing machines, which are big enough to accommodate large scale cylinders found on cranes and heavy mining machines.
Step 6: Inspection

Before the chroming job is complete, it must pass the unforgiving gaze of the inspector. Armed with an experienced eye and digital surface thickness and roughness measurement devices, the rod is inspected for the quality of the chrome job, and to ensure there are no defects.
The inspector will look for:
● Optimal surface thickness
● Optimal roughness
● No excessive pitting or pinholes
● No cracking or delamination of the chrome
● Other anomalies
Step 7: Wrapping
As a final step in the process, the completed rod is wrapped securely in cardboard and protective plastic. This is done to safeguard the perfect chrome surface while it is transported back to the repair division.

The process to apply chrome to a precision piece of equipment such as a cylinder rod is a painstaking and methodical one. It requires a great deal of craft and experience to carefully remove the old chrome material and restore the thin, shiny layer that your cylinder depends upon to do its job and perform at its peak for years to come.
Berendsen operates a dedicated hard chroming facility in Kings Park, which is staffed by passionate technicians and engineers with a wealth of wisdom and experience on the subject. These are some of the most important people who put their knowledge to work to ensure the quality of every Berendsen Hydraulic Cylinder repair.





Leave A Comment